Сначала определимся, что такое «разварки». Разварки — это стальной автомобильный диск с увеличенной шириной. Существует два способа увеличить ширину стального диска. Далее мы рассмотрим оба.
Способ 1
Разваривание диска методом «из двух штамповок». Соответственно, чтобы сделать одну разварку, нам понадобятся 2 стальных диска. Подготовка дисков. Желательно, чтобы они были ровные изначально. Идеально, если диски новые. Но чаще всего разварки изготавливаются из б/у дисков, так как использование новых значительно увеличивает конечную стоимость. Итак, у нас есть две штамповки (или 8, если говорить к комплекте). Первым делом нужно оценить их внешний вид и проверить насколько они ровные. Для этого зажимаем ступицу от автомобиля (на который вы делаете разварки) в тиски. Устанавливаем на нее диск и вращаем, фиксируя биение. Если нет отдельной ступицы, то можно одеть диск на ведущую ось автомобиля, включить первую передачу и оценить биение. Только в этом случае, чтобы авто не упало, нужно обязательно поставить подпорку вместо домкрата или «пирамидку», а под колеса положить кирпичи или бруски для предотвращения качения. Биение диска можно оценить двумя способами: на глаз (не точно, можно оценить только факт присутствия биения) и с помощью линейки. Линейкой можно измерить величину биения. Для этого прикладываем ее в двух плоскостях: горизонтальной и вертикальной (рис 1.) Если биение в пределах 1-2 мм — это нормально. Если более 2 мм в любой из плоскостей, то диск желательно прокатать на дископраве.
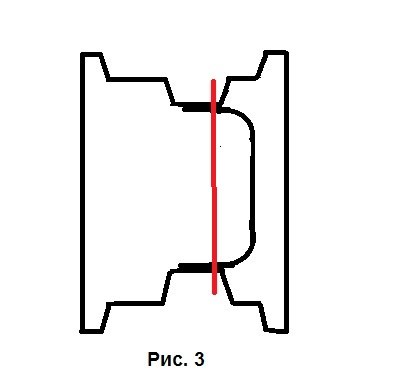
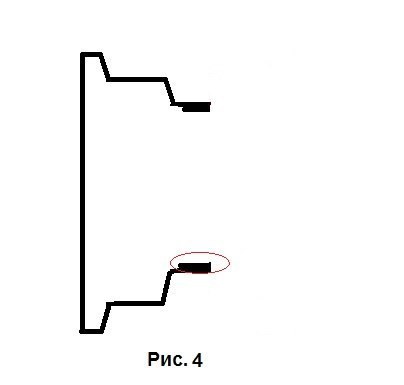
Далее из двух дисков выбираем более ровный, его будем использовать в качестве основы. Не лишним будет подписать его сразу, чтоб потом не запутаться, какие 4 из 8 служат основой. Второй диск будет ободом. После начинается резка. В идеале это делать на токарном станке. Но у кого нет такой возможности, можно отрезать и болгаркой. По своему опыту скажу, что редко у кого получается отрезать ровно с первого раза, но потом это не составит труда! Чтобы отрезать ровно, рисуем линию маркером или клеим толстый скотч (изоленту) и режем по краю скотча. Отрезаем наружный (маленький) обод от диска-основы как показано на рисунке 2. Второй диск режем, как как показано на рисунке 3. В итоге от второго диска остался внутренний обод, который будет наружным на диске-основе. Далее от него надо отрезать часть, которая осталась от диска рис. 4 Сделать это можно двумя способами: либо высверливаем дрелью точки сварки и сбиваем остальное зубилом, либо стачиваем болгаркой эти точки. После стыкуем две половинки будущей разварки (на глаз) и прихватывем тремя-четырьмя сварочными точками на равном расстоянии. Важно: не делать точки большими, чтобы потом можно было подправить центровку обода. Далее одеваем диск на ступицу и вращаем, оценивая биение. При необходимости подстукиваем молотком. После окончательно обвариваем диск. Чтобы диск не повело, варить начинаем с двух или трех равноудаленных точек на окружности распила. Варим от первой точки не сильно длинными стяжками (5-6см), потом переходим на вторую, на третью, и возвращаемся туда, где закончили на первой. И так далее, пока шов не замкнется в круг. Разварка готова! Да, не забудьте на новом широком ободе просверлить отверстие под сосок ( 11,5 мм)!




Способ 2
Изготовление методом вваривания полосы. Как сделать разварки методом вваривания полосы? Здесь нам понадобятся 4 штамповки и полосы металла нужной вам ширины и толщины. Для вазовских дисков хватит 2мм толщины. Для иномарок потолще надо брать. В общем, толщину полосы берем такую же как у диска. Для начала подготавливаем диски, как написано в способе 1. Тут не надо выбирать более ровный, надо, чтоб они все были ровные. Если нет — на дископрав. Далее режем диск как на рис.2. С помощью вот такого дивного приспособления делаем из полосы кольцо.






Привариваем отрезанный обод к кольцу 3-4 точками. Затем кольцо с ободом привариваем к диску также на точки. Далее все повторяется: на ступицу, крутим, подстукиваем молотком, обвариваем. Кстати, длину полосы можно легко посчитать по формуле: L=2Пr, где L — длина полосы, П — «пи»- 3,14, r — радиус окружности распила. Плюсом этого способа является то, что ширину диска можно сделать любую, в отличии от первого способа. Минус — этот способ сложнее, больше подгонки, и два сварочных шва, которые увеличивают шанс «ведения» металла в процессе сварки. Поэтому важно не варить сплошняком из одной точки!
После сварки диски можно свозить на дископрав, но это не обязательно и зависит от мастерства сварщика и желания заказчика! Также многие для прочности обваривают диск с «лицевой» стороны. Это стоит сделать, если шов внутри получился «не очень». Также плохо обработанный шов снаружи очень портит внешний вид.
Если вы собираетесь использовать бескамерные шины, то швы нужно загерметизировать. Для этого подойдет любой герметик. Но необходимо, чтобы на диске были хампы. В противном случае, ставим камеру. Лично я чаще использую камеру, так надежнее, да и «посадить» резину проще (особенно если она намного уже диска).